
Obsah článku
- Jaká je podstata pájení
- Tavidla a pájky – jak si vybrat ten pravý
- Síla a druhy páječek
- Výběr bodnutí a péče
- Pájecí dráty
- Práce s elektronickými součástmi
- Pájení pevných částí
Umění pájení se musí naučit postupně. Počínaje pájecími dráty a přechodem na desky s plošnými spoji má každá z těchto metod své jemné jemnosti, a to jak při výběru spotřebního materiálu pro pájení, tak v technologii. Dnes se s našimi čtenáři podělíme o základy pájení a základní pracovní dovednosti.
Jaká je podstata pájení
Pájení používá schopnost některých kovů v roztaveném stavu účinně se šířit přes povrch jiných pod vlivem gravitace a mírného povrchového napětí. Pájecí spojení je jednodílné: obě části, které mají být spojeny, jsou, jako by byly, obaleny vrstvou pájky a po ztuhnutí zůstanou nehybné..
Protože budeme uvažovat o pájení v souvislosti s pájením kovů, nejdůležitějšími parametry budou pevnost mechanického a vodivost elektrického spojení. Ve většině případů se jedná o přímo úměrné hodnoty, a pokud jsou dvě části pevně uchopeny, bude mezi nimi také vysoká vodivost. Pájka má však odpor vyšší než dokonce hliník, takže její vrstva by měla být co nejtenčí a krycí schopnost – co nejvyšší.
Aby bylo pájení v zásadě možné, existují dvě podmínky. První a nejdůležitější věcí je čistota dílů v místě pájení. Pájka ulpívá na povrchu kovu na atomové úrovni a přítomnost i nejmenšího oxidového filmu nebo znečištění znemožňuje spolehlivou adhezi.
Druhou podmínkou je, že bod tání pájky by měl být výrazně nižší než teplota pájených dílů. Zdá se to zřejmé, ale existují například pájky s bodem tání vyšším než hliník. Kromě toho, pokud skutečný rozdíl v teplotách tání není dostatečně vysoký, když pájka tuhne, může teplotní smrštění částí narušovat normální tvorbu mřížky krystalu pájky..
Tavidla a pájky – jak si vybrat ten pravý
Z výše uvedených důvodů je výběr správného tavidla a pájky téměř polovičním úspěchem při pájení. Naštěstí existují pro většinu úkolů zcela univerzální značky. Odvětví aplikace téměř všech tavidel a pájek je na etiketách jasně uvedeno, ale stále potřebujete znát některé aspekty jejich aplikace.
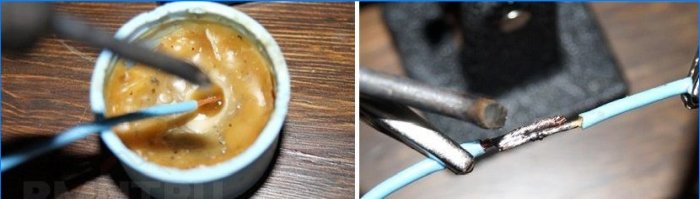
Začněme s toky. Používají se pro leptání dílů, odstraňování a rozpouštění filmu oxidu s další ochranou kovu před korozí. Pokud je povrch pokrytý tokem, můžete si být jisti, že je čistý a že roztavená cínka bude mokrá a dobře se šíří..
Tavidla se liší podle druhu kovů a slitin součástí, které mají být spojeny. V zásadě se jedná o směsi kovových solí, kyselin a zásad, které aktivně reagují, když se zahřívají páječkou. Protože existuje mnoho oxidových forem a nečistot, měl by být speciálně vybrán koktejl pro určitý typ kovů a slitin..
 Aktivní tavidlo pro pájení
Aktivní tavidlo pro pájení
Obvykle jsou pájecí toky rozděleny do dvou typů. Aktivní tavidla se vytvářejí na bázi anorganických kyselin, zejména chloristých a chlorovodíkových. Nedostatek v tom, že je potřeba je ihned po dokončení pájení omýt, jinak kyselé zbytky způsobují poměrně silnou korozi sloučeniny a samy o sobě mají dostatečně vysokou vodivost, která může způsobit zkrat. Ale s aktivními tavidly lze pájet téměř cokoli..
Druhý typ tavidla je tvořen hlavně na bázi kalafuny, která může být použita v čisté formě. Tekutý tok se nanáší mnohem pohodlněji, obsahuje také alkohol a / nebo glycerin, který se po zahřátí úplně vypaří. Tavicí kalafuny jsou nejméně účinné při pájení oceli, avšak u neželezných kovů a slitin se používají hlavně ty nebo jiné sloučeniny organické chemie. Kalafuna také vyžaduje oplachování, protože v dlouhodobém horizontu bude korodovat a může se stát vodivým nasáváním vlhkosti ze vzduchu..
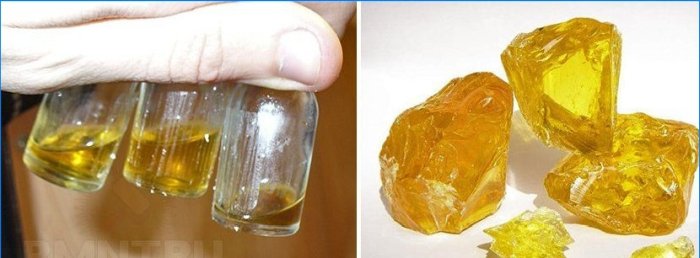 Kapalná a pevná kalafuna
Kapalná a pevná kalafuna
U pájek je vše o něco jednodušší. Pro pájení se v zásadě používají olovo-cínové pájky značky POS. Číslo za značkou označuje obsah cínu v pájce. Čím je větší, tím vyšší je mechanická pevnost a elektrická vodivost spoje a současně nižší bod tání pájky. Olovo se používá k normalizaci procesu tuhnutí, bez olova může cín prasknout nebo být pokryt jehly.
 Pájka POS-61 s kalafunou uvnitř
Pájka POS-61 s kalafunou uvnitř
Existují speciální typy pájek, především bez olova (BP) a jiné netoxické, ve kterých je olovo nahrazeno indiem nebo zinkem. Bod tání BP je vyšší než u klasických, ale spojení je silnější a odolnější vůči korozi. Existují také slitiny s nízkou teplotou tání, které se šíří již při 90–110? С. Patří sem slitiny Wood a Rose, které se používají pro pájení součástí citlivých na přehřátí. Speciální pájky se používají hlavně při pájení rádiových zařízení.
 Alloy Rose
Alloy Rose
Síla a druhy páječek
Hlavním rozdílem mezi pájecími nástroji je typ zdroje energie. Pro obyčejné lidi jsou nejznámějšími síťové páječky napájené 220 V. Používají se hlavně pro pájecí dráty a masivnější části, protože je téměř nemožné přehřát měděný drát, s výjimkou snad tavení izolace..

Výhodou síťových páječek je jejich vysoký výkon. Díky tomu je zajištěno kvalitní a hluboké zahřívání součásti a pro provoz není nutný objemný zdroj energie. Mezi nedostatky je možné vyčíst nízké pohodlí práce: páječka je poměrně těžká, hrot je umístěn daleko od rukojeti a takový nástroj není vhodný pro jemnou práci.

Pájecí stanice používají termickou regulaci k udržení stabilní teploty. Takové páječky nemají významnou sílu, obvykle 40 W je již strop. Avšak pro přehřátí citlivé elektroniky a pájení malých dílů je tento nástroj nejvhodnější.
Výběr bodnutí a péče
Špičky páječky se vyznačují tvarem a materiálem. S tvarem je vše jednoduché: nejprimitivnějším a zároveň univerzálním je subtilní bodnutí. Variace jsou možné ve formě špachtle, kužele s tupým koncem, se zkosením a dalších. Hlavním úkolem při výběru tvaru je dosažení maximální plochy kontaktu s konkrétním typem pájených částí, aby bylo vytápění silné a zároveň krátkodobé.
 Tipy na pájení mědi
Tipy na pájení mědi
Z hlediska materiálu jsou téměř všechny žihadla měď, ale mohou být potaženy nebo nepotaženy. Měděné špičky jsou potaženy chromem a niklem, aby se zvýšila tepelná odolnost a eliminovala oxidace měděného povrchu. Potažené hroty jsou velmi trvanlivé, ale o něco méně smáčené pájkou a vyžadují opatrnou manipulaci. K jejich čištění použijte mosazné hobliny a viskózové houby..
 Poniklované čepele
Poniklované čepele
Nepotažené tipy lze správně připsat pájecímu spotřebnímu materiálu. Během provozu je takový žihadlo periodicky pokryto vrstvou oxidů a pájka na něj přestává držet. Pracovní hrana musí být znovu očištěna a pocínována, proto je při intenzivním používání bodnutí dostatečně rychle broušeno. Chcete-li zpomalit pálení žihadla, doporučujeme jej nejprve kovat a poté brousit, aby se získal požadovaný tvar.

Pájecí dráty
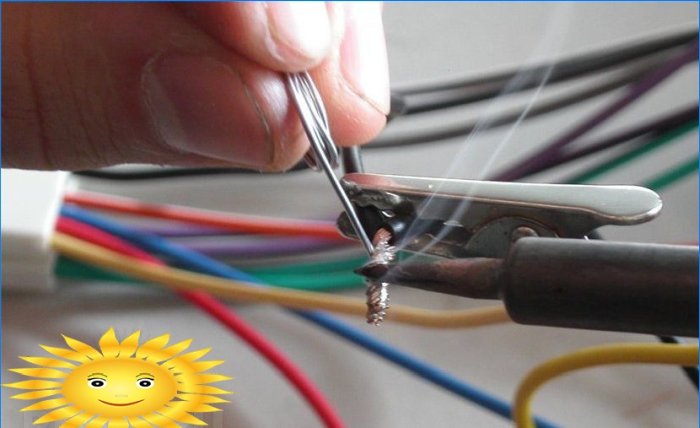
Dráty jsou nejjednodušší na pájení. Konce žil jsou ponořeny do roztoku tavidla a neseny podél nich páječkou, jejíž špička je hojně zvlhčena v tavivu. Při pocínování je vhodné setřást přebytečnou roztavenou pájku. Po použití poloviny zákrutu se z vodičů vytvoří zákrut a poté se opatrně zahřeje malým množstvím pájky, čímž se vyplní volný prostor mezi žilami.
Další způsob je také možný, když jsou dráty před kroucením jednoduše důkladně zvlhčeny tavidlem a pájeny bez předběžného pocínování. Tato metoda je zvláště oblíbená při pájení lankových vodičů a vodičů malého průměru. Pokud je tavidlo vysoké kvality a páječka poskytuje dostatečně silné zahřívání, dokonce i kroucení ze 3-4 „načechraných“ jader 1,5 mm2 dobře impregnováno cínem a bude spolehlivě pájeno.
Vezměte prosím na vědomí, že v elektrických rozvodech, tj. Uvnitř rozvodných skříní, není obvyklé pájet kabeláž. Za prvé, díky neoddělitelnosti spojení plus celku má hrot značný přechodový odpor a vždy existuje vysoké riziko jeho koroze. Dráty jsou pájeny výhradně při připojování uvnitř elektrických spotřebičů nebo pro pocínování konců lankových vodičů před jejich utažením šroubovými svorkami..
Práce s elektronickými součástmi
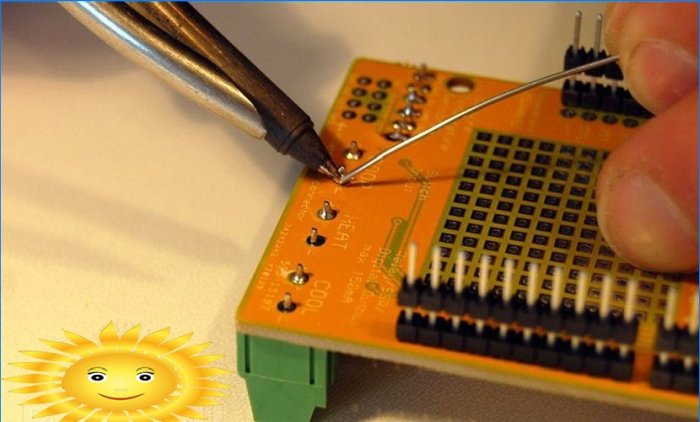
Pájecí elektronika je nejrozsáhlejší a nejsložitější téma, které vyžaduje zkušenosti, dovednosti a speciální vybavení. Vadný prvek na desce s plošnými spoji však může také nahradit amatér, i když existuje pouze jedna síťová páječka..
Výstupní prvky (které mají nohy) jsou nejsnadněji pájitelné. Jsou předběžně fixovány (pomocí plastelíny, vosku) s přívody v otvorech desky. Poté je na zadní straně páječka pevně přitlačena k ocasu, aby se zahřála, a poté se do pájecího bodu vloží pájecí drát obsahující tavidlo. Není třeba příliš mnoho cínu, stačí, aby ze všech stran vytékal do díry a vytvořil jakýsi podlouhlý uzávěr.
Pokud výtokový prvek visí a je třeba ho držet rukama, pájecí bod se nejprve zvlhčí tavidlem. Potřebuje velmi malé množství, zde je optimální používat lahve na nehty, předem omyté acetonem. Při této pájecí technice se cín shromažďuje na páječce v malém množství a jeho kapička se jemně přivede na výstup prvku 1–2 mm od povrchu desky. Pájka teče dolů nohou a rovnoměrně vyplňuje otvor, po kterém může být páječka odstraněna.

Je velmi důležité, aby spojované části zůstaly nehybné, dokud se pájka úplně neochladí. I sebemenší porušení tvaru cínu během krystalizace vede k tzv. Studenému pájení – drcení celé hmoty pájky do mnoha malých krystalů. Charakteristickým znakem tohoto jevu je prudký zákal pájky. Je třeba jej znovu zahřát a počkat na rovnoměrné chlazení při úplné nehybnosti.
 Špatná kvalita, pájení za studena
Špatná kvalita, pájení za studena
Pro udržení cínu v tekutém stavu stačí, aby páječka kontaktovala pocínovanou plochu špičky s jakýmkoli bodem smáčené oblasti. Pokud páječka doslova přilne k součástkám, které mají být pájeny, znamená to nedostatek energie pro ohřev. Pro pájení polovodičových prvků a mikroobvodů citlivých na teplo lze běžnou pájku smísit s nízkým bodem tání.
Pájení pevných částí
Nakonec si krátce povídáme o pájených součástkách s vysokou tepelnou kapacitou, jako jsou kabelové vývodky, hrnce nebo nádobí. Nejdůležitější je zde požadavek na nehybnost spojení, velké části jsou předem spojeny svorkami, malé části – s hrudkami plastelíny, před pájením spojení je na několika místech bodově uchopeno a svorky jsou odstraněny.
Pevné části se pájí jako obvykle – nejprve půl dne na křižovatce, poté se šev naplní tekutou pájkou. K tomuto účelu se však používá speciální pájka, obvykle žáruvzdorná a schopná udržovat vysokou těsnost a dobře odolávat částečnému ohřevu..

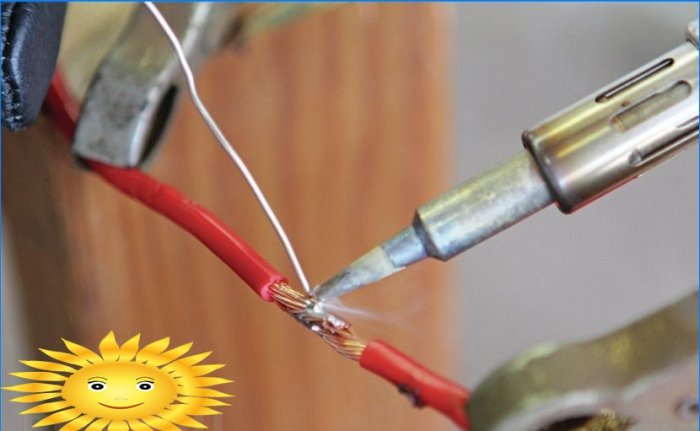
Při tomto pájení je velmi důležité udržovat součásti dobře zahřáté. Pro tyto účely se pájecí šev zahřívá plynovým hořákem přímo před místem pájení a místo konvenční elektrické páječky se používá masivní měděná sekera. Rovněž se neustále zahřívá v plameni hořáku, současně se zvlhčuje pájkou a poté se vyplňuje spára a částečně se roztaví předchozí šev o několik milimetrů..
Podobnou techniku zahřátého pájení lze použít také u konvenční páječky, například při pájení silných kabelových vodičů. Bodnutí v tomto případě funguje pouze jako provozní nástroj pro pečlivé rozdělování cínu a hlavním zdrojem vytápění je plynový hořák.
Jak správně pájet páječkou figuríny? Měl bych na paměti nějaké specifické pokyny? Děkuji.
Pájení páječkou figuríny vyžaduje dodržování několika specifických pokynů. Nejprve je důležité zkontrolovat teplotu páječky, která by měla být nastavena mezi 300 a 350 °C. Před započetím pájení je také vhodné očistit povrch kontaktů figurky jemným brusným papírem. Při aplikaci pájky se ujistěte, že kontaktuje všechny spoje a zároveň nepřepáleným hřebínkem odstraňte přebytečnou pájku. Důrazně doporučuji používat dýchací masku a pracovat v dobře větraném prostoru. Po dokončení pájení nechte figurínu dostatečně vychladnout a otestujte funkčnost před dalším použitím.
Správné pájení páječkou figuríny vyžaduje některé specifické postupy. Za prvé byste měli na začátku přivedení punčochy k páječce zkontrolovat, zda je páječka dostatečně vyhřátá. Pokud je teplota příliš vysoká, může dojít k poškození materiálu figuríny. Dále je důležité použít vhodný typ pájky, který se hodí pro pájení plastu nebo jiných materiálů figuríny. Některé figuríny jsou citlivé na teplotu, proto se doporučuje používat pájecí stanici s regulací teploty. Před samotným pájením je vhodné očistit povrch kontaktu figuríny od nečistot, aby se zajistila dobrá konektivita. Při pájení je nutné přidržet pájku na místo kontaktu, dokud se nedostatečně neohřeje, a teprve poté nanést pájecí cín. Po ukončení pájení je důležité zkontrolovat, zda je přípoj správný a nemá žádné trhliny nebo slabá místa. Pamatujte, že při pájení figuríny je zapotřebí opatrnosti a správného postupu, abyste minimalizovali riziko poškození.