
Obsah článku
- Litina: vlastnosti materiálu a práce s ním
- Který střídač použít
- Pravidla pro přípravu součástí
- Použití speciálních elektrod
- Aplikace plnicího drátu
- Svařovací režimy, proudy, pracovní technika
Litiny je možné svařovat elektrickým svařováním jak na speciálních zařízeních, tak i doma. Navrhujeme prostudovat pravidla pro přípravu dílů pro svařování, volbu metody a techniky výroby svaru pomocí konvenčního střídače MMA.
Litina: vlastnosti materiálu a práce s ním
Litina je roztavené železo, do kterého byl během procesu chlazení přidáván uhlík ve velkém množství. V důsledku koncentrací uhlíku nad mezní rozpustností je formovaná slitina charakterizována vysokou tvrdostí, ale nízkou homogenitou. Svou strukturou je litina porézní, její krystalová mříž je přerušena velkými inkluzemi uhlíku, díky čemuž jsou interatomické vazby charakterizovány malou mezí elastické deformace.
Vzhledem k tomu, že struktura kovu je zředěna velkými inkluzemi grafitu, je těžké svařovat litinu: v místech, kde je krystalová mříž rozbitá, dochází k lokálnímu namáhání a produkt je obzvláště křehký. Ke svařování litiny je zapotřebí pečlivě vybraná sada přísad, která zajistí:
- dobrá mísitelnost švu se zbytkem kovu;
- nejmenší možný rozdíl ve smršťování teploty;
- minimální možná tloušťka švu;
- vysoká úroveň pevnosti.
Vaření litiny s elektrodou je také obtížné z toho důvodu, že existuje mnoho druhů tohoto kovu. Současně pro většinu výrobků neexistuje žádná konstrukční dokumentace a není možné spolehlivě určit složení slitiny. Proto je stupeň litiny určován okem podle barvy zlomeniny a poté jsou vybrány elektrody a režimy svařování, které jsou co nejblíže optimálnímu. Doma je svařování litiny téměř vždy loterií a širokým polem pro experimenty, aby bylo dosaženo nejlepších výsledků.
Který střídač použít
Litinové části mají obvykle působivou tloušťku a je poměrně obtížné je zahřívat dovnitř bez znatelného rozšíření topné zóny. Nejlepší možností je vařit s krátkými výčepy v pulzním režimu, což dává částem čas na vychladnutí.
Ne každý střídač bude v tomto režimu fungovat efektivně. Nejvhodnější pro tyto účely jsou moderní zařízení se zlepšeným zapalováním a obloukovým spalováním, výkonný chladicí systém. Proudy při svařování litiny se zvyšují díky další vodivosti vinutí a elektrodového povlaku. Strop aktuálního rozsahu by měl být asi 200 – 250 A s dobou zapnutí při maximálním zatížení nejméně 50%.
Obecně se používá sofistikovanějších obvodů řízení svařovacího proudu, tím lépe. Při svařování litiny je nutné rychlé zapálení, rovnoměrné spalování a rychlé přerušení oblouku, aniž by došlo k ohřevu na vysoké teploty. Současně žádný z domácích ani profesionálních automatů nemá speciální režimy pro litinu..
Profesionální vybavení od FoxWeld nebo KEMPPI zvládne úkol bez problémů. Z rozpočtových možností můžeme doporučit střídače od výrobců jako Aurora a Tesla, které stojí od 10 000 rublů. Levnější střídače („Resanta“, „Svarog“) lze použít s různým úspěchem, ale pro svařování kritických částí jsou málo užitečné.
Pravidla pro přípravu součástí
U litinových dílů je kvalita svařování stanovena i ve fázi zpracování a přípravy svaru. Na rozdíl od jiných materiálů může být důležitá i přítomnost mastného filmu. Pro větší pohodlí rozdělíme přípravu na tři typy, v závislosti na povaze spojení.
Praskliny v litině musí být před svařováním vyvrtány na okrajích, aby se zabránilo dalšímu praskání způsobenému tepelným smrštěním. Poté je podél trhliny proveden řez bruskou. Je nutné rozpustit šev na šířku asi 3 mm, přičemž na dně je třeba zachovat sloupek o stejné tloušťce jako elektrodová tyč nebo o něco více.
Díly, které jsou rozděleny na dvě části, lze obvykle složit velmi pevně a měly by se používat při svařování. Jedinou věcí, kterou je třeba udělat, je zajistit nehybnost se svorkami nebo šroubovým spojem a také rozpustit šev..
Třetí možností jsou dvě nezávislé části, které se před svařováním podrobí seřízení. Na konci je třeba odstranit rizika z řezného nástroje pomocí pilníku nebo štěrbiny a zkosení ze strany svařování, analogicky s přerušením švu. Při montáži dílů je nutné je řezat velmi pečlivě, aby nedošlo k přehřátí.
Hrany, které mají být spojeny, musí být odmaštěny těsně před svařováním. Optimální je, když máte po ruce hořák s acetylenem nebo propanem: svár se kalcinuje, spaluje grafit a litinová část se zahřívá na tmavě červenou barvu.
Použití speciálních elektrod
Existuje neuvěřitelně mnoho různých elektrod pro svařování litiny různých stupňů. Budeme považovat pouze to nejvhodnější pro domácí použití..
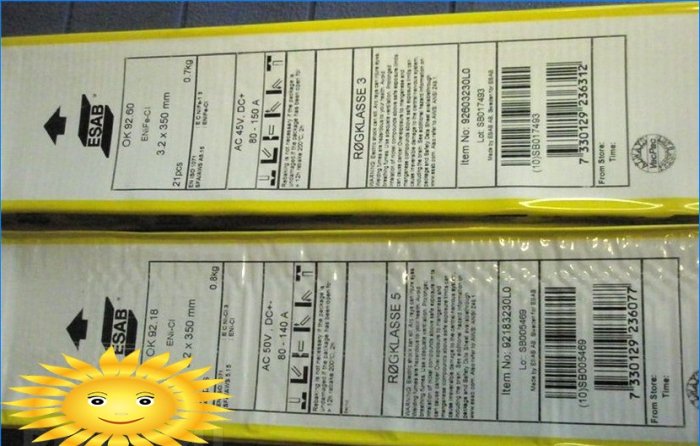
Nejoblíbenější značky elektrod pro svařování litiny jsou ESAB (OK) 92.60, 92.58 a 92.18. První dva mají mírný obsah niklu, který má TCR srovnatelnou s obsahem litiny. Stupeň 92.18 má vysoký obsah niklu a vyžaduje kování za horka k utěsnění krystalové mřížky a zvýšení tažnosti svaru. Tyto elektrody jsou vhodné pro svařování šedé a tvárné litiny.
Při práci s elektrodami obsahujícími měď-nikl, jako je MNCh-2, se používá poněkud odlišný princip svařování, jinak nazývaný pájení za vysokých teplot. Taková pájka sestává z látek, které nereagují s grafitem, a proto je pravděpodobnost „štěpení“ tvorby na hranici svaru výrazně nižší. Měděné elektrody jsou vhodné pro většinu litiny.
Pro svařované díly bez předehřevu platí třídy OZZHN-1 a UTP 86 FN. Jedná se o elektrody na bázi železa a niklu s legovacími přísadami, které se používají hlavně pro svařování šedé litiny. Tloušťka elektrod jakéhokoli typu pro práci doma by měla být zvolena 3 mm, zejména pro masivní součásti – ne více než 4 mm, jinak střídač jednoduše nevyprodukuje potřebný proud pro plné zahřátí.
Aplikace plnicího drátu
V některých případech mohou být při ručním obloukovém svařování litiny zavedeny speciální přísady, které dávají materiálu švu zvláštní vlastnosti. Tyto přísady jsou založeny na stejném niklu a mědi, někdy železa, nerezových slitinách a cínu. Použití drátu vyžaduje chameleonovou masku, bezpečné uchycení a trochu praxe..
Nejoblíbenějším plnivým drátem je PANCH-11, který se používá při poloautomatickém svařování litinových výrobků. Drát je zaveden v malých částech při každém zapálení oblouku a kontakt elektrody s povrchem nastává přesně přes pájku. To zajišťuje dobrou mísitelnost a zmírňuje účinky vysokých teplot..
Přísady na bázi monelu jsou také velmi užitečné při svařování litiny. Jedná se o poměrně vzácnou a drahou slitinu, ale má požadovanou TCR, tvrdost a tažnost srovnatelnou s těmi z litiny samotné. Monel se aplikuje v malých dávkách okamžik po zapálení oblouku. Současně je spalování delší, což prakticky neovlivňuje kvalitu švu..
Svařovací režimy, proudy, pracovní technika
Litina je vařena se stejnosměrným proudem, převážně s obrácenou polaritou, ačkoli u některých značek elektrod (MNCh-2) může být nutné přepnout mínus na držák. Vzhledem k vysoké tekutosti litiny by se měla vždy vařit pouze ve spodní poloze švu..
Doma můžete použít dva typy svařování: s částečným ohřevem a bez něj. To je určováno individuálně pro každou značku elektrod. Díly se zahřívají dlouho před zahájením svařování pomocí benzínového nebo plynového hořáku nebo acetylenových hořáků. Zahřívání litinové části musí pokračovat během svařovacího procesu, takže práci provádějí dvě osoby.
Litina je svařována krátkými švy (2–4 cm každý) s prohlubní o délce 2–3 délky. Každý „steh“ je vyroben s četnými cvočky s dobou hoření oblouku od 0,5 do 1,5 sekundy, v závislosti na tloušťce kovu a značce elektrod.
Oblast švu se zahřívá po dobu 2 až 3 minut, potom svářeč aplikuje kov na kořen řezaného švu a pomocník jemně zahřeje svar. Po dokončení „stehu“ se přikryje suchým pískem nebo se pokryje azbestovým hadříkem a plamen se odstraní.
Pomalé chlazení je rozhodující při svařování litiny. Bez něj se kov může okamžitě zakrýt pavučinou trhlin vyzařujících ze svařovacího bazénu a produkt bude beznadějně poškozen. Tepelně izolační obložení může být také instalováno na zadní stranu švu předem, ale i poté musí být každý svarový kráter okamžitě chráněn před přímým kontaktem se vzduchem. Doporučuje se posílat malé části do horké trouby na hodinu..
Při svařování je nejprve vyplněn kořen švu, celý svar je proveden po úplném vychladnutí součásti podle přesně stejné technologie s hladkým temperováním. Pokud je požadována těsnost spojení, mezi „stehy“ se vytvoří několik dalších mezilehlých spojů a šev se zcela roztaví. Pro zajištění těsnosti je však mnohem lepší použít polymerní nebo epoxidové tmely..










Dobrý den, mohl byste mi prosím poskytnout více informací o technologických vlastnostech a podmínkách svařování litiny elektrodami? Zajímá mě, jaké jsou nejpoužívanější elektrody při svařování litiny a jaké jsou optimální parametry svařovacího procesu. Děkuji za vaši odpověď.
Samotné svařování litiny elektrodami je technologie, která vyžaduje určitou pozornost k technologickým vlastnostem a podmínkám. Nejpoužívanějšími elektrodami pro svařování litiny jsou různé druhy rutilových elektrod, které poskytují stabilní obloukový výboj a umožňují kvalitní spoje.
Optimální parametry svařovacího procesu závisí na konkrétním typu litiny a tloušťce materiálu. Obecně platí, že je důležité dodržovat správnou teplotu, proud a rychlost svařování, aby byly dosaženy pevné a trvanlivé spoje.
Při svařování litiny elektrodami je důležité také správně připravit svarové místo, odstranit případné nečistoty a zajistit správné ochlazení po dokončení svařování. Celkově je důležité dodržovat doporučené postupy a bezpečnostní opatření, abyste dosáhli optimálních výsledků. Doufám, že vás tyto informace uspokojily. Děkuji za váš zájem.